

Bornitrid keramiska produkter
Introduktion av bornitridkeramiska produkter
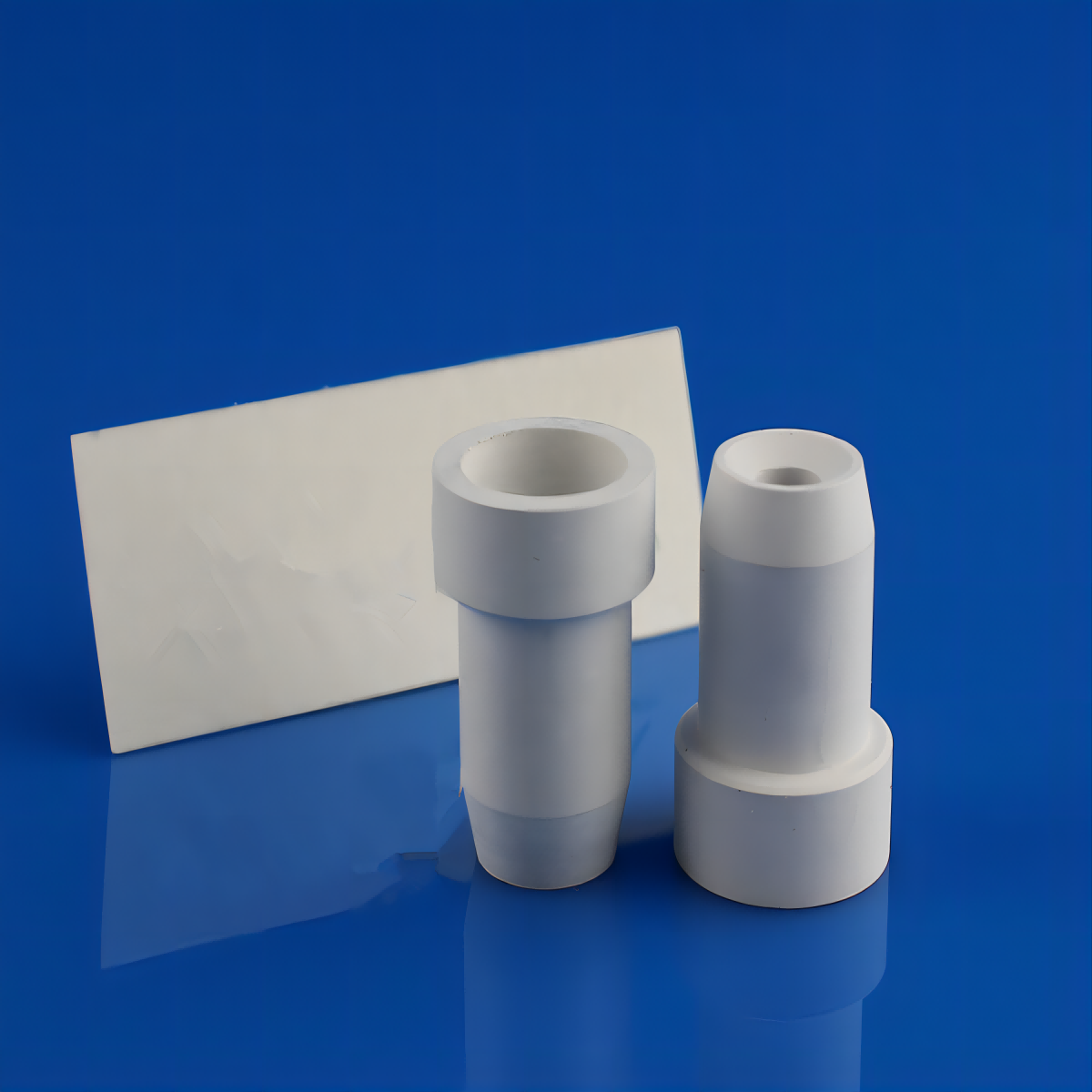
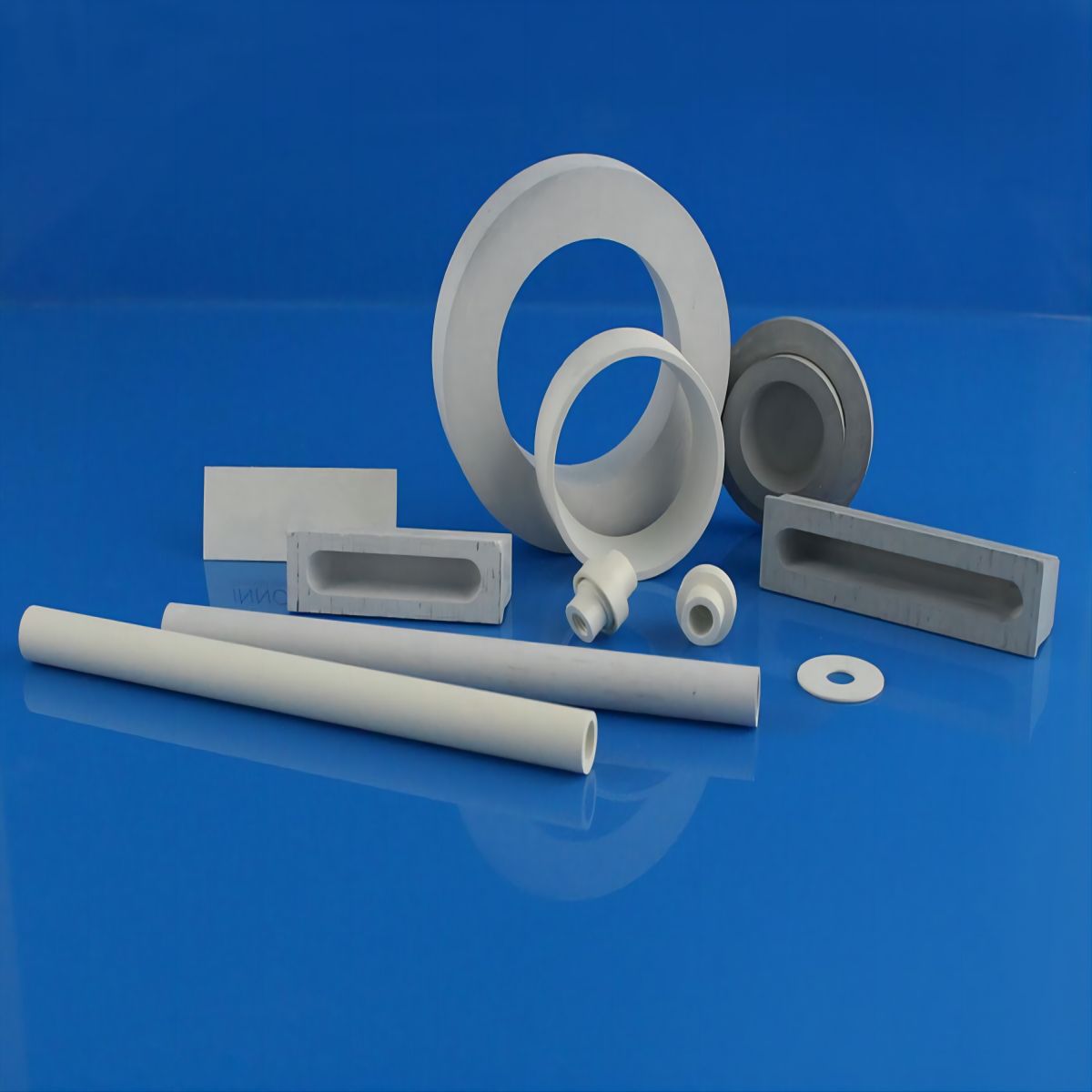
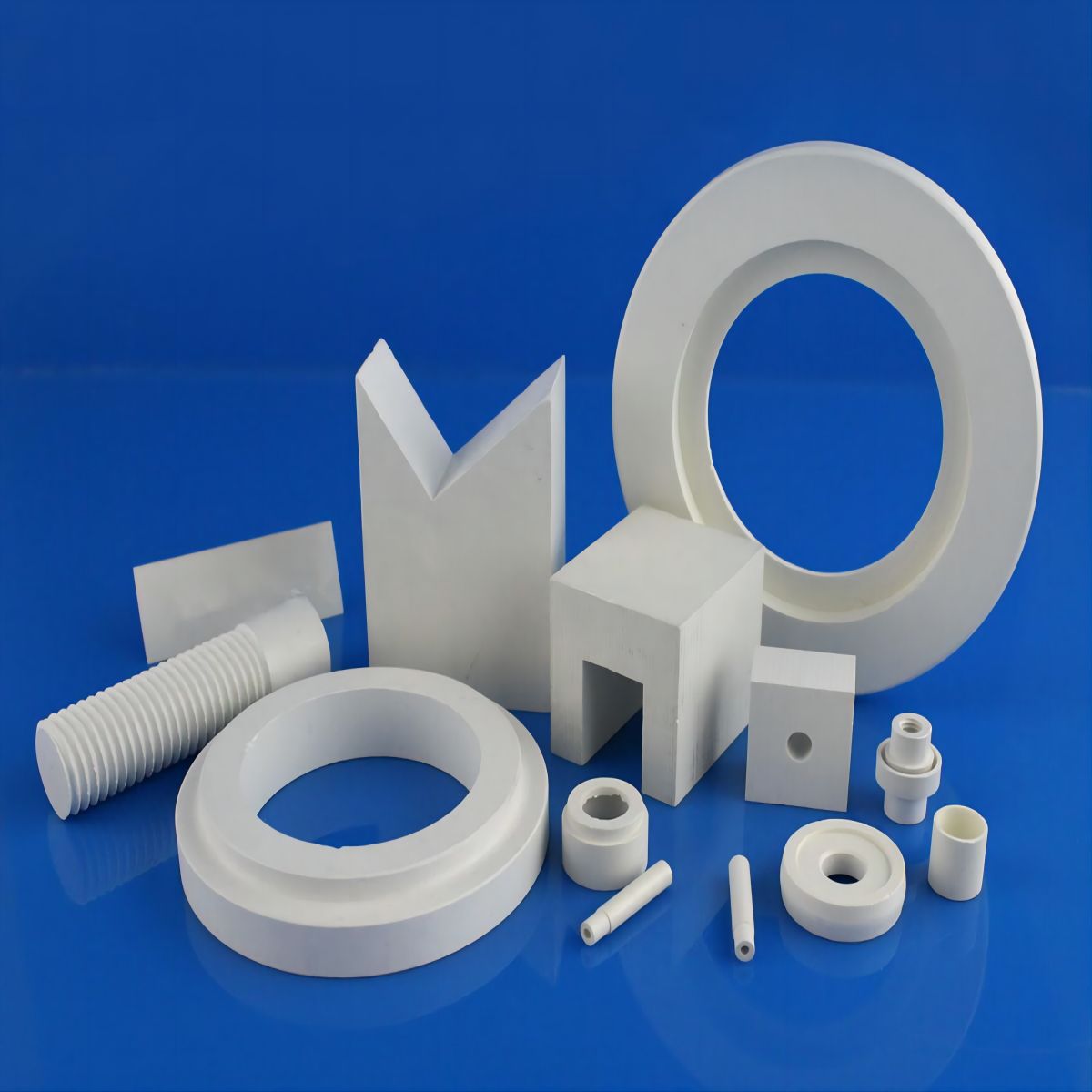
Denna bornitrid keramiska produkt antar den internationella avancerade vakuum varmpressande sintringsprocessen, med branschens ledande tekniska support, för att säkerställa att materialet har utmärkta mekaniska, kemiska, elektriska och termiska egenskaper och är lämpligt för en serie högpresterande industriella applikationer. Enligt industrins behov kan vi också tillhandahålla bornitridkeramiska produkter med hög renhet och olika bindemedel, kompletta lösningar som täcker en mängd olika industriapplikationer och skräddarsydda profiler.
Bornitrid Keramiska tillämpningar
● Högtemperaturugnsisoleringsdelar, termoelementskyddsrör.
● Amorft munstycke och finfördelningsmunstycke i pulvermetall.
● Mekaniska komponenter med hög temperatur, såsom lager, ventiler och packningar, etc.
● Smält metalldegel eller form.
● Horisontell stränggjutningssepareringsring.
● Muffelugn och degel för nitrid- och Sialonbränning.
● Diffusionskälla av P-typ inom halvledarindustrin.
● MOCVD-regulator och dess delar.
● Gjut- och valsdelar.

Egenskaper och fördelar med bornitridkeramiska produkter
1. Utmärkt högtemperaturbeständighet (användningstemperaturen kan vara ≥ 2000 ℃ under vakuum och inert atmosfär).
2. Hög värmeledningsförmåga.
3. Utmärkt värmechockbeständighet och låg termisk expansionsprestanda.
4. Utmärkt elektrisk isoleringsprestanda vid hög temperatur.
5. Hög motståndskraft mot smält metall, slagg, glas.
6. Hög korrosions- och slitstyrka.
7. Lätt att bearbeta, kan bearbetas efter behov för att få önskad form och storlek.
Bearbetningsförslag för keramiska produkter
Bornitridkeramiska material har utmärkta bearbetningsegenskaper och kan bearbetas till komplexa former med mycket små toleranser efter behov. Följande frågor bör uppmärksammas vid bearbetning av bornitridkeramiska material:
Bornitrid keramiska material kan bearbetas med standard höghastighetstål skärverktyg. För bearbetning av hårdare PBN-E och kompositmaterial rekommenderas hårdmetallverktyg eller diamantverktyg.
Slipning kan utföras efter behov, och standardtappar och stansar kan användas för att bearbeta gängor.
Bearbetningsprocessen ska alltid hållas torr, utan användning av skärolja och kylvätska.
Skärverktyg ska vara vassa och rena, och använd inte skärverktyg med negativ lutning.
Vid bearbetning av material, var försiktig vid klämning och klämning för att undvika övertryck. Nedfräsningsteknik bör användas för att förhindra att kanter och hörn saknas.
